Afghanistan(EN)
Afghanistan(EN)


Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?
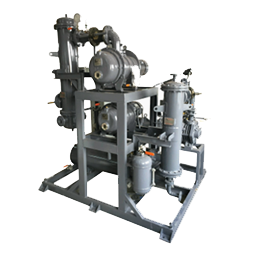
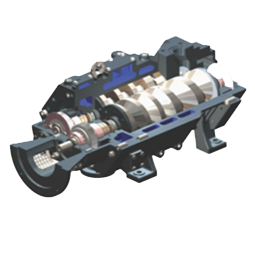
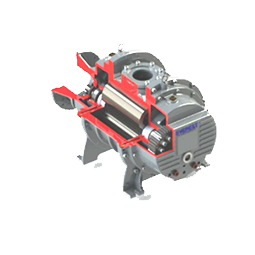
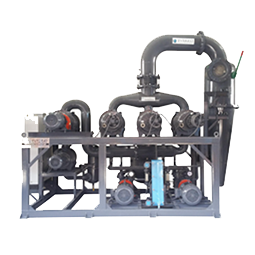
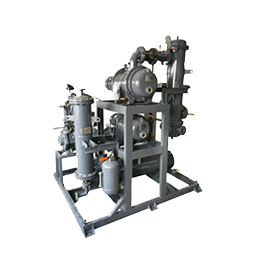
Oilsyst vacuum Systems is an engineered vacuum package developed by Everest Vacuum for waste oil distillation plants and Edible Oil Refining plants which consists of a two/three-stage configuration of Vacuum Pumps along with Cyclone Separator, Intermediate Condenser with Receiver & Filter trap units. The backup pump used is a liquid ring vacuum pump that has been specially modified to run Oil/Alternate sealing fluid typically the same/similar medium as the process vapor so as to avoid contamination leading to a drop in performance. Thus these machines when used in combination with a roots vacuum pump (Mechanical Vacuum Booster) offer a high level of ultimate vacuum up to 0.01 mBar. We offer 6 different configurations 3,000m3/hr -> 30,000 m3/hr pumping speed at machine inlet at duty point vacuum making them an ideal choice for used oil distillation, waste oil distillation and other similar oil distillation applications.





The OILSYST© consists of a liquid ring vacuum pump, an air liquid separator, filter unit, condenser, heat exchanger, recirculation pump all units mounted on one compact frame. The system is typically a 3 stage system with two stages as the Roots Vacuum pumps and Backup stage as a liquid ring vacuum pump.


Vast Experience
42+ years experience in manufacturing roots vacuum pump with more than 43% market share & more than 10000 installations serving more than 2700+ customers.
World Class Manufacturing
1,00,000+ Sq. Ft of dedicated manufacturing with best in class mother machinery, ISO 9001, ISO 14001, ISO 45001 QMS Systems
Pan India Presence
Pan India Presence of more than 40 years with Sales & Service Staff of more than 40+ people deployed all across the country with regional offices in Hyderabad & Baroda
R&D Labs
DISR, Govt. of India Approved & Recognized In House R&D Lab with 5+ Patents and National Award Winner, Energy Efficient Pumps.
Everest Vacuum is a leading vacuum systems solution provider with great after sales service & support, they have done brilliantly well in understanding our
complete product & process requirement, designed a customised solution for us & supported us in commissioning of the product in the right fashion. We had to upgrade our installations from Stem/Water Jet ejectors to Dry Screw Vacuum Pumps looking into the enormous advantages that it would offer in terms of consistent deep vacuum & environmental friendly technology. We are very glad that we dealt with such a company who demonstrated high standards of professionalism along without losing sight of customer requirements. We would like to work with them again in the future & wish them all the best.
Mr. Kunal Sikchi
MD, Matrix LifeSciences


We have been using Everest Dry Vacuum Pumps & Systems for more than 5 years now. Everest machines are running very efficiently and have helped us save millions of rupees in terms of enhancement in productivity, downtime and innovative engineering.
Mr. RP Bhosale
AVP, Engineering (Vinati Organics limited)
The Machines procured from Everest are running well in our processes. The Commissioning team of Everest has shown their expertise with the processes and has successfully completed the commissioning of the machine.
Mr. Suresh Bahadur
AVP, Admark Polycoats Pvt Ltd.